

TL;DR:
- Die Materialeigenschaften wie Absorptionsrate, Wärmeleitfähigkeit und Dicke sind entscheidend für Laserqualität.
- Nicht geeignet sind reflektierende Metalle und halogenhaltige Kunststoffe wegen Sicherheitsrisiken.
- Probeläufe und genaue Parameterkontrolle sind essenziell für optimale Ergebnisse und Sicherheit.
Die Materialwahl gehört zu den wichtigsten Entscheidungen vor jedem Laserauftrag, und sie wird erstaunlich oft unterschätzt. Wer das falsche Material in den Laser legt, riskiert nicht nur schlechte Schnittqualität oder teure Ausschussware, sondern im schlimmsten Fall auch Sicherheitsprobleme. Viele Designer und Einkäufer konzentrieren sich auf Preis oder Optik, während die technischen Eigenschaften des Werkstoffs im Hintergrund bleiben. Dieser Artikel zeigt, welche Materialeigenschaften wirklich zählen, welche Werkstoffe sich für Laseranwendungen eignen und wo die Grenzen liegen. Am Ende wissen Sie, wie Sie Fehler vermeiden und mit gezielter Prozessplanung das beste Ergebnis erzielen.
Inhaltsverzeichnis
- Grundlagen der Materialeigenschaften für die Laserbearbeitung
- Geeignete und problematische Materialien im Überblick
- Spezialfälle und Grenzen der Materialwahl
- Praxistipps zur optimalen Materialwahl und Prozesssicherheit
- Unsere Erfahrung: Was die Theorie oft verschweigt
- Nächster Schritt: Ihre Projekte mit optimaler Materialwahl umsetzen
- Häufig gestellte Fragen zur Materialwahl bei Laserbearbeitungen
Wichtige Erkenntnisse
| Punkt | Details |
|---|---|
| Materialeigenschaften entscheiden | Absorption und Wärmeleitfähigkeit bestimmen maßgeblich den Erfolg der Laserbearbeitung. |
| Ungeeignete Materialien meiden | Materialien wie PVC und Teflon sind tabu und bergen erhebliche Gesundheitsrisiken. |
| Grenzen kennen lohnt sich | Bei großen Materialdicken oder Speziallegierungen sollte die Bearbeitung genau geprüft werden. |
| Testläufe bringen Sicherheit | Vor Serienstart sorgen Probenschnitte für optimale Ergebnisse und vermeiden Ausschuss. |
Grundlagen der Materialeigenschaften für die Laserbearbeitung
Bevor man über konkrete Werkstoffe spricht, lohnt ein Blick auf die physikalischen Faktoren, die jeden Laserprozess steuern. Drei Eigenschaften stehen dabei im Mittelpunkt: Absorptionsrate, Wärmeleitfähigkeit und Materialdicke. Diese bestimmen, wie ein Werkstoff auf den Laserstrahl reagiert, wie schnell Energie eindringt und wie sich Wärme im Material verteilt.
Die Absorptionsrate beschreibt, wie viel Laserenergie ein Material tatsächlich aufnimmt. Ein Werkstoff mit niedriger Absorption reflektiert einen Großteil der Energie zurück und lässt sich kaum bearbeiten. Hochglanzpoliertes Kupfer oder Silber reflektieren zum Beispiel einen erheblichen Teil der Laserstrahlung, was den Prozess ineffizient und teilweise gefährlich macht. Die Wärmeleitfähigkeit bestimmt, wie schnell die eingetragene Energie abgeleitet wird. Hohe Wärmeleitfähigkeit, wie bei Aluminium, bedeutet, dass der Fokuspunkt schnell abkühlt und mehr Laserleistung nötig ist. Absorption, Wärmeleitfähigkeit und Dicke bestimmen die Bearbeitung maßgeblich, wobei CO2-Laser eine typische Schnittfugenbreite (Kerf) von 0,10 bis 0,15 mm erzeugen und Parameter-Testläufe dabei essenziell sind.
Die Laserart spielt ebenfalls eine entscheidende Rolle. CO2-Laser arbeiten mit einer Wellenlänge von 10,6 Mikrometern und sind besonders effektiv bei organischen Materialien wie Holz, Acryl oder Leder. Faserlaser hingegen nutzen Wellenlängen um 1070 nm und sind für Metalle deutlich besser geeignet. UKP-Laser (ultrakurzgepulste Laser) ermöglichen sehr präzise Bearbeitungen mit minimalem Wärmeeintrag. Die Bedeutung der Materialauswahl ist also unmittelbar mit der gewählten Lasertechnologie verknüpft.
Die Oberflächenstruktur eines Materials beeinflusst außerdem, wie gleichmäßig der Laserstrahl absorbiert wird. Raue Oberflächen können zu ungleichmäßigen Schnitten führen, während polierte Flächen die Reflexion erhöhen. Für Gravuranwendungen ist die Oberflächenhärte relevant, da weichere Materialien bei gleicher Leistung tiefer abgetragen werden.
Vergleich typischer Lasermaterialien:
| Material | Lasertyp | Absorption | Wärmeleitfähigkeit | Eignung |
|---|---|---|---|---|
| Stahl | Faser, CO2 | Mittel | Mittel | Sehr gut |
| Aluminium | Faser | Niedrig | Hoch | Gut (mit Anpassung) |
| Acryl | CO2 | Hoch | Niedrig | Sehr gut |
| Holz | CO2 | Hoch | Niedrig | Sehr gut |
| Kupfer | Faser | Sehr niedrig | Sehr hoch | Schwierig |
Die Materialkunde für Lasertechnik liefert hier weiterführende Details zu Werkstoffkombinationen.
- Absorptionsrate bestimmt, wie viel Energie aufgenommen wird
- Wärmeleitfähigkeit beeinflusst Schnittgeschwindigkeit und Qualität
- Materialdicke setzt Grenzen für Schneidtiefe und Effizienz
- Oberflächenstruktur wirkt sich auf Gravurqualität aus
Profi-Tipp: Führen Sie vor jedem Serienauftrag einen kurzen Testlauf an einem Reststück des Zielmaterials durch. Selbst kleine Abweichungen in Legierung oder Beschichtung können deutliche Qualitätsunterschiede verursachen.
Geeignete und problematische Materialien im Überblick
Auf Basis der Materialeigenschaften zeigen wir nun konkret, welche Werkstoffe sich eignen oder Risiken bergen. Die Bandbreite reicht von unkritischen Standardmaterialien bis hin zu Stoffen, die aus Sicherheitsgründen strikt gemieden werden müssen.
Gut geeignete Materialien:
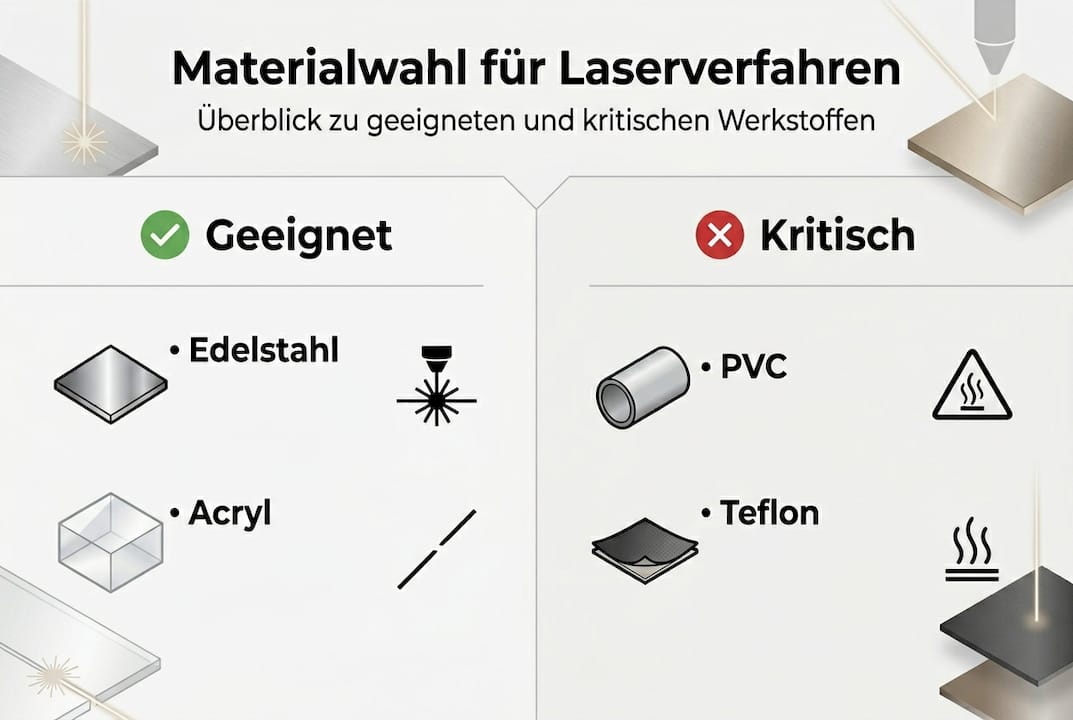
- Stahl und Edelstahl: Hervorragend für Faserlaser geeignet, präzise Schnitte, gute Reproduzierbarkeit
- Aluminium: Erfordert höhere Leistung wegen hoher Wärmeleitfähigkeit, aber sehr gut bearbeitbar
- Acryl (PMMA): Ideal für CO2-Laser, saubere Schnittkanten, beliebt im Designbereich
- Holz und Holzwerkstoffe: Sehr gut für Gravur und Schnitt, aber Holzart beeinflusst Ergebnis stark
- Leder: Gute Eignung für CO2-Laser, bei Echtleder auf Gerbereichemikalien achten
Reflektierende Metalle sind problematisch, und transparente Materialien wie Acryl benötigen eine besondere Herangehensweise, da sie die Laserstrahlung zunächst zu stark durchlassen oder streuen können.
Kupfer und Messing gelten als besonders herausfordernd. Ihre hohe Reflektivität bei den typischen Wellenlängen von Faserlasern macht den Prozesseinstieg riskant. Grüne oder blaue Laser bieten hier manchmal eine bessere Alternative.
Profi-Tipp: Bei Typen von Lasermaterialien für den Gravurbereich lohnt ein Blick auf vorgefertigte Laserrohlinge, die speziell für optimale Absorption beschichtet sind.
Besondere Vorsicht gilt bei halogenhaltigen Kunststoffen. PVC und Teflon sind strikt zu vermeiden, da bei der Laserbearbeitung giftige Dioxine entstehen, die eine ernsthafte Gesundheitsgefahr darstellen. Das ist keine Vorsichtsmaßnahme, sondern eine klare Sicherheitsvorschrift.

| Material | Eignung | Besonderheit |
|---|---|---|
| Edelstahl | Sehr gut | Standard für Faserlaser |
| Acryl | Sehr gut | CO2-Laser bevorzugt |
| Holz | Gut | Holzart beachten |
| Kupfer | Grenztauglich | Hohe Reflexion |
| PVC | Ungeeignet | Dioxingefahr |
| Teflon | Ungeeignet | Giftige Dämpfe |
Die Materialwahl Schritt-für-Schritt hilft dabei, systematisch vorzugehen und typische Fehlentscheidungen zu vermeiden.
Spezialfälle und Grenzen der Materialwahl
Nach den Standardmaterialien richten wir den Blick auf Spezialfälle und physikalische Restriktionen. Wer mit Sonderwerkstoffen oder extremen Anforderungen arbeitet, stößt schnell an Grenzen, die selbst erfahrene Anwender überraschen können.
Ein klassischer Spezialfall sind Elektrobleche, die in der Elektromotoren- und Transformatorenherstellung eingesetzt werden. Hystereseverluste bei der Laserbearbeitung von Elektroblech sind ein bekanntes Problem, ebenso wie die erhöhte Gefahr von Wärmestreifen bei hochfesten Stählen. Der Wärmeeintrag durch den Laser verändert die magnetischen Eigenschaften des Materials dauerhaft, was in sensiblen Anwendungen inakzeptabel sein kann.
Wärmeverzug ist ein weiteres kritisches Thema. Dünne Bleche, die schnell und mit hoher Leistung bearbeitet werden, neigen zu Verwerfungen. Das tritt besonders bei asymmetrischen Konturen auf, wenn einseitig mehr Wärme eingebracht wird als auf der anderen Seite.
Materialdicken über 25 mm sind für viele Laserverfahren ineffizient. CO2-Laser mit Kerf von 0,10 bis 0,15 mm stoßen bei Dicken über 25 mm an ihre Grenzen und erzeugen dann oft konische Schnittkanten.
Kritische Faktoren bei Spezialwerkstoffen:
- Dicke über 25 mm reduziert Schneidqualität erheblich
- Härtungsgefahr bei Randschichten bei bestimmten Stählen
- Rissbildung bei spröden Materialien wie Keramik oder Glas
- Wärmeverzug bei dünnen Blechen und langen Schneidwegen
- Veränderung magnetischer Eigenschaften bei Elektroblechen
Transparente Materialien wie Glas sind ein weiterer Grenzfall. Standardlaser passieren Glas fast ungehindert, weshalb spezielle Prozesse, CO2-Laser mit sehr hoher Leistung oder UKP-Laser nötig sind. Die Materialauswahl für Lasercut beschreibt diese Grenzen anschaulich.
Verbundwerkstoffe stellen eine eigene Herausforderung dar. Unterschiedliche Schichten haben unterschiedliche Absorptionsraten und Schmelzpunkte. Das Ergebnis können saubere Schnitte in einer Schicht und verbrannte Ränder in der anderen sein. Für solche Materialmixe braucht man immer Tipps zur Materialbeständigkeit und einen gezielten Testansatz.
Statistische Kenngröße: Bei der UKP-Laserbearbeitung von Hartstoffen werden Flächenraten bis 100 cm²/min erreicht, was die Effizienz dieser Technik bei schwer bearbeitbaren Materialien verdeutlicht.
Praxistipps zur optimalen Materialwahl und Prozesssicherheit
Nachdem Spezialfälle und Restriktionen behandelt wurden, folgen nun konkrete Anleitungen und Tipps für den Alltag. Gute Vorbereitung ist bei der Laserbearbeitung kein optionaler Luxus, sondern der direkteste Weg zu reproduzierbaren Ergebnissen.
Der wichtigste Schritt vor jedem Serienprozess ist der Probelauf. Kein Datenblatt ersetzt den echten Testschnitt am Originalmaterial. Parameter wie Laserleistung, Schnittgeschwindigkeit, Fokuslage und Gasdruck müssen aufeinander abgestimmt werden. Kleine Schwankungen in der Materialcharge können zu unterschiedlichen Ergebnissen führen.
Schritt-für-Schritt-Leitfaden für die Materialwahl:
- Material auf chemische Zusammensetzung und Beschichtungen prüfen
- Passenden Lasertyp für das Material auswählen (CO2, Faser, UKP)
- Testläufe mit variierenden Leistungs- und Geschwindigkeitsparametern durchführen
- Schnittkanten, Rauheit und Verzug am Probestück bewerten
- Parameter dokumentieren und für den Serienbetrieb fixieren
- Regelmäßige Qualitätsprüfungen während der Produktion einplanen
Flächenrate bis 100 cm²/min bei Hartstoffen und eine Kopplungseffizienz bis 80% bei 1070 nm zeigen, wie stark empirische Daten die Prozessoptimierung voranbringen. Das unterstreicht, warum datenbasierte Entscheidungen besser sind als reine Erfahrungswerte.
Ein weiterer Praxistipp betrifft die Materiallagerung. Feuchtes Holz, oxidiertes Metall oder vergilbtes Acryl verhalten sich im Laser anders als frisches Material. Lagerungsbedingungen direkt in die Prozesskette einzubeziehen spart später Nacharbeit.
Profi-Tipp: Nutzen Sie den Lasermaterialien Praxisguide, um eine strukturierte Checkliste für neue Materialien aufzubauen. Eine einmal erarbeitete Parameterliste ist Gold wert, wenn dasselbe Material wieder auf den Tisch kommt.
Empfehlenswerte Prüfmethoden sind visuelle Kontrolle der Schnittkanten, Messung der Schnittfugenbreite, Rauheitsmessung und bei sicherheitskritischen Teilen auch eine Zugprüfung. Der Weg zu effizienter Laserbearbeitung führt immer über systematische Parameterfindung.
Unsere Erfahrung: Was die Theorie oft verschweigt
Regeln und Tabellen sind nützlich, aber sie erzählen nicht die ganze Geschichte. In der Praxis begegnen uns immer wieder Situationen, in denen Standardempfehlungen zu überraschenden Ergebnissen führen. Zum Beispiel: Ein Material, das laut Datenblatt problemlos mit CO2-Laser bearbeitbar ist, zeigt in der Realität starke Verfärbungen, weil eine spezielle Schutzfolie auf der Oberfläche übersehen wurde.
Erfahrene Anwender wissen, dass die Kommunikation mit dem Material genauso wichtig ist wie die Kenntnis seiner Eigenschaften. Sie prüfen nicht nur die Spezifikation, sondern auch den tatsächlichen Zustand der Charge. Außerdem sind sie flexibel genug, mitten im Prozess nachzujustieren, wenn die ersten Teile nicht das gewünschte Ergebnis zeigen.
Was viele unterschätzen: Die Qualität des Schneidgases beeinflusst das Ergebnis erheblich. Sauerstoff, Stickstoff oder Druckluft erzeugen unterschiedliche Kantenqualitäten, besonders bei Stahl. Wer das ignoriert, sucht den Fehler oft an der falschen Stelle. Eine Schritt-für-Schritt Anleitung kann hier helfen, den Prozess strukturiert anzugehen und keine Variable zu vergessen.
Nächster Schritt: Ihre Projekte mit optimaler Materialwahl umsetzen
Die richtige Materialwahl ist der Grundstein für jeden erfolgreichen Laserauftrag. Wenn Sie tiefer einsteigen möchten, bieten wir auf laserdienstleistungen.com weiterführende Ressourcen für jeden Kenntnisstand.
Für den Einstieg empfehlen wir den Überblick zum Laserschneiden Schritt-für-Schritt, der den gesamten Prozess von der Materialwahl bis zum fertigen Schnitt erklärt. Wer zwischen verschiedenen Verfahren abwägt, findet im Vergleich Lasergravur oder traditionelle Gravur eine fundierte Entscheidungshilfe. Und für alle, die sofort mit konkreten Materialien loslegen wollen, ist der Praxisguide Lasermaterialien der direkteste Weg zu sicheren und effizienten Ergebnissen.
Häufig gestellte Fragen zur Materialwahl bei Laserbearbeitungen
Welche Materialeigenschaften sind für die Laserbearbeitung am wichtigsten?
Absorption und Wärmeleitfähigkeit sind die Schlüsselfaktoren, dazu kommt die Materialdicke als dritte entscheidende Größe. Diese drei Eigenschaften bestimmen gemeinsam, wie ein Werkstoff auf den Laserstrahl reagiert und welche Ergebnisqualität erreichbar ist.
Welche Materialien dürfen auf keinen Fall mit dem Laser bearbeitet werden?
PVC und Teflon sind verboten, weil bei der Bearbeitung giftige Dioxine entstehen, die eine ernsthafte Gesundheitsgefahr darstellen. Auch andere halogenhaltige Kunststoffe sollten grundsätzlich vermieden werden.
Wie erkennt man, ob ein Material für Lasercut geeignet ist?
Testläufe sind essenziell und liefern zuverlässigere Aussagen als reine Datenblätter. Eine Übersichtstabelle der Materialeignung hilft beim ersten Screening, bevor der Probeversuch die endgültige Entscheidung bestätigt.
Gibt es Unterschiede zwischen CO2- und Faserlaser bei der Materialwahl?
Ja, reflektierende Metalle sind für Faserlaser herausfordernd, während CO2-Laser bei organischen Stoffen wie Holz und Acryl deutlich effizienter arbeiten. Die Wahl des richtigen Lasertyps ist damit genauso wichtig wie die Materialwahl selbst.
Wie sieht die Praxis bei transparenten Materialien wie Acryl aus?
Transparente Materialien benötigen eine besondere Herangehensweise, etwa spezielle Markierungen oder angepasste Laserparameter, damit die Energie effektiv absorbiert wird. CO2-Laser sind hier in der Regel die erste Wahl.
Empfehlung
- Materialwahl beim Lasern: Schritt-für-Schritt zur idealen Auswahl – Laserdienstleistungen
- Materialauswahl für Lasercut: Optimale Ergebnisse erzielen – Laserdienstleistungen
- Materialkunde Lasertechnik: Werkstoffwahl für präzise Ergebnisse – Laserdienstleistungen
- Effiziente Laserbearbeitung: Optimale Ergebnisse erzielen – Laserdienstleistungen